These have been a LONG time in the making for me. Since my acquisition of the CNC router, things become significantly quicker and easier to make that have complex geometry. I took the models I made back in 2010 and loaded them into my CAM software
Here you can see the machine has finished the roughing pass, and is working on the finishing pass

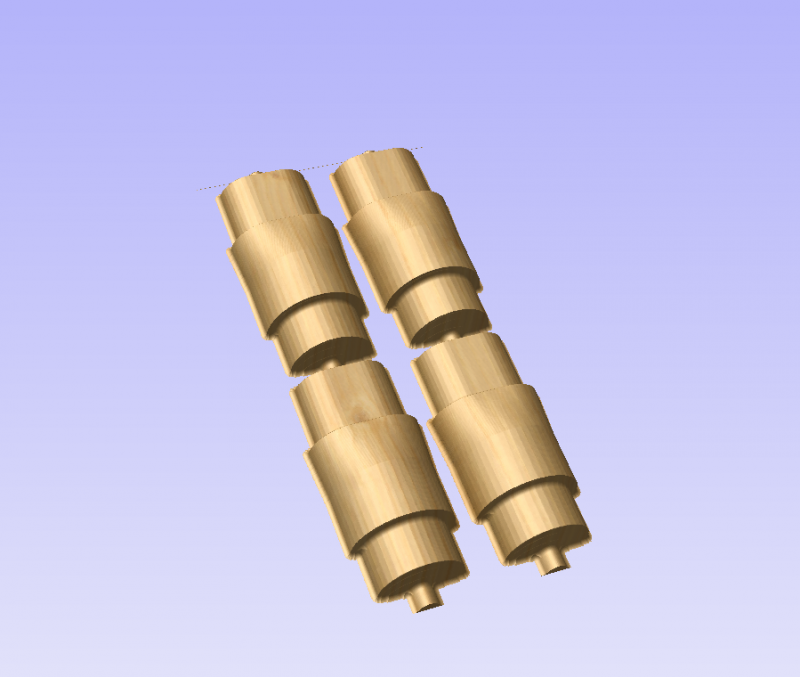
One half of the runners needed, need 8 total of these. Each group of 4 takes approx 4 hrs machine time

All 8 runners cut, with flanges mocked up

Skipped a few steps but here's the mostly finished pattern. Gussets have been added between the runners and fillets/radii have been added where needed

Here's the CNC cutting the corebox, these 'mold' the inside of the runners. Corebox was approx. 3.5hrs machine time

Finished corebox with one core in the foreground, top half of the mold in the back

Bottom half of the mold with 3 of the 4 cores set in place. The assembled mold weighs in nearly 300lbs

~10lbs or so of molten aluminum, waiting for it to cool to hit the correct pouring temp. 1325°F seems to do the trick. The mold only takes 6lbs or so I had a few other things to pour

Skipped pics of the pour and shakeout because it was late. Cut the gating off but here's the raw casting prior to machining


The head ports match the gasket size, so they're larger than a stock intake manifold. The other end is 2.2" OD with a ~1.8" or 46mm ID suitable for GSXR1300 throttles, or runners and a plenum could be welded to the stub to make a complete traditional manifold.
The BP port spacing also matches the DCOE standard, so by adding a wooden flange to the pattern it would be possible to cast these with twin DCOE flange instead of an open end. To this you could bolt twin dual side-draft carbs or Jenvey or similar throttles
More pictures to come once this is machined!
-Rocket
Here you can see the machine has finished the roughing pass, and is working on the finishing pass
One half of the runners needed, need 8 total of these. Each group of 4 takes approx 4 hrs machine time
All 8 runners cut, with flanges mocked up
Skipped a few steps but here's the mostly finished pattern. Gussets have been added between the runners and fillets/radii have been added where needed
Here's the CNC cutting the corebox, these 'mold' the inside of the runners. Corebox was approx. 3.5hrs machine time
Finished corebox with one core in the foreground, top half of the mold in the back
Bottom half of the mold with 3 of the 4 cores set in place. The assembled mold weighs in nearly 300lbs
~10lbs or so of molten aluminum, waiting for it to cool to hit the correct pouring temp. 1325°F seems to do the trick. The mold only takes 6lbs or so I had a few other things to pour
Skipped pics of the pour and shakeout because it was late. Cut the gating off but here's the raw casting prior to machining
The head ports match the gasket size, so they're larger than a stock intake manifold. The other end is 2.2" OD with a ~1.8" or 46mm ID suitable for GSXR1300 throttles, or runners and a plenum could be welded to the stub to make a complete traditional manifold.
The BP port spacing also matches the DCOE standard, so by adding a wooden flange to the pattern it would be possible to cast these with twin DCOE flange instead of an open end. To this you could bolt twin dual side-draft carbs or Jenvey or similar throttles
More pictures to come once this is machined!
-Rocket








 pm if interested
pm if interested

Comment